
一、产品特点及用途
输送带接头常温快速粘接是采用常温固化型粘合剂对输送带接头进行粘接。粘接时无需加温加压固化,无需特殊设备和工具,工艺简单,操作时间短,劳动强度小,成本低,粘接质量容易控制,粘接接头抗曲挠性好,对环境无特殊要求,粘接后的接头可在短时间内投入使用,适用于各种环境下的层芯输送带接头的粘接。
本系列产品性能稳定,具有常温固化速度快、粘接强度高、抗曲挠性好等特点,耐酸、碱、盐、油、水及耐老化,操作工艺简单,成本低。广泛应用于钢铁、冶金、火力发电厂、水泥厂、化肥厂、港口、矿山等各行业中输送带的快速粘接和修补。采用常温粘接时,工艺应注意三点:首先,应了解被粘的输送带材料的性能及输送机的运行和使用情况。正确选用粘合剂;第二,根据输送带的结构和输送机的组成部件,受力状态,合理设计接头形式和尺寸,做到粘接牢靠,制作方便,保证接头有足够的强度。
第三,要严格按常温粘接工艺进行操作。
二、输送带接头粘接工艺
(一)接头型式
阶梯式斜角单面搭接。
(二)制作工具
1.5P手锤、穿心起子、胡桃钳、钢尺、卷尺、粉线、切割刀具等。
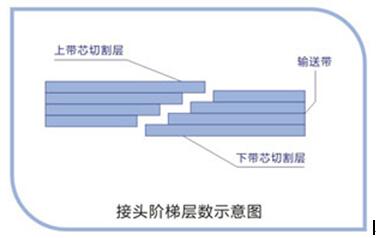
(三)接头阶梯层数的确定
根据输送带带芯结构和接头的受力状态,接头阶梯层数为每一层带芯分一阶梯时,应力分布最均匀。在实际粘接中,通常阶梯数一般不超过6个,每阶梯带芯层数间隔不超过2层,每一个阶梯长度根据接头搭接总长和阶梯数等分确定,其阶梯长度一般取60一166mm之间。
(四)接头搭接长度的计算
G1n
L=K ──
G2
式中:L-接头搭接长度,cm;G1─输送带带芯扯断强度,kg/cm•层;(帆布为56 kg/cm•层;尼龙、聚酯、维尼均为纶
 96kg/cm•层)n─输送带带芯层数;G2─粘合剂剪切强度,kg/cm2;K一安全系数,取值1.5─3。
96kg/cm•层)n─输送带带芯层数;G2─粘合剂剪切强度,kg/cm2;K一安全系数,取值1.5─3。
(五)输送带接头的制作
1、划线
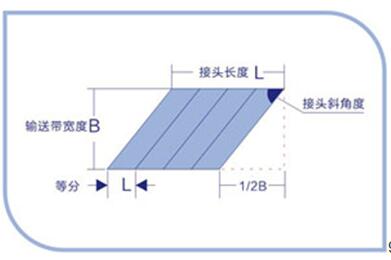
分别在输送带两个端头划─与中心线垂直的线,再从直线与输送带任意一边的交点向端头内以1/2带宽为长度划一点,连接该交点和直线与带边的另一交点,即是接头的斜角度。然后根据公式计算出搭接长度、确定阶梯数。
划线时应注意以下几点:
(1)划线时应从输送带的一边为基准,保证基准统一准确
(2)在确定搭接头角度时,应保证角度统一,上、下端头斜角一致
(3)画线时应使输送带保持平整,以利于保证划直、取点准、使制作的接头表面平整,角度和接缝吻合。
输送带接头制作和粘接工艺
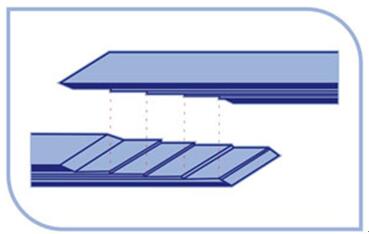
2、切豁和剥层
根据已确定的切割层数,按基准线准确切割。严格控制切割深度,不可割伤底层带芯,否则会降低接头强度,切割太浅会影响剥层。制作好的接头如图所示。
3、表面处理
常用的输送带主要是由多层化纤或棉织物、橡胶所组成,由于制作后的接头表面存在有水份、灰尘、油污和疏松层(如残留的橡胶等),粘接前应进行表面处理。表面处理常用的方法有:
(1)机械打毛:用手提式电动砂轮机装配钢丝轮进行打毛,除去表面附着的像胶。打毛应使带芯表面粗糙度均匀一致,切不可打伤带芯。
(2)清洗、去污:清洗应视表面污染物的性质和污染的程度而定,采用输送带专用清洗剂进行清洗。
(3)干操:接头表面通过干燥,使表面层的水分,清洗剂挥发,同时又提高了表面温度,因此有利于胶液的涂刷、流平和渗透。常用的干燥工具有:红外线灯、碘钨灯、电热吹风等。
(六)输送带接头粘接工艺
1、胶液的配制
将输送带粘合剂与固化剂按规定比例混合搅拌均匀。配胶应在接头完全制做好以后进行,混合后的胶液应尽快用完(1一2小时内),不可长时间放置,否则会因交联使粘度增大影响使用,导致胶液失效。
2、涂胶
涂胶应分三次进行。每次涂胶应薄而均匀,使被粘物表面被胶液充分浸润、渗透。每涂一遍胶后应干燥至不粘手时,再涂下一遍胶。
3、胶膜干燥
涂刷后的胶液在一定的外界温度条件下干燥成膜:可采用红外线灯、碘钨灯或电热吹风等工具对每一次涂胶后的胶液进行加温干燥。通过加温干燥,可提高工作效率,确保粘接接接头在最短的固化时间内具有较高的粘接强度。
4、粘合
待最后一遍胶干燥至不粘手而有粘力感时即可粘合。粘合时,要对准皮带中心线,两粘合面一次对准,贴合好后用锤子从中间向四周敲打密实。
5、质最检查与修整
接头粘合后,现场通常可采用按压、敲击等方法检查粘接头内部是否存在气泡或未粘合的部分,用中心线对位的方法检查粘接头是否有偏斜、错位的现象,防止接头处在运行中跑偏现象的发生,检查胶接头是否有边部不齐,接缝处不平整以及未粘合的现象,及时进行修整。
6、固化
粘合后的接头应置于常温下固化到规定的时间,切不可放置在高温环境下固化,通常在40℃以下固化最佳。在条件许可的情况下,延长固化时间,粘接强度可进一步提高。
(七)注意事项:
1、该系列粘合剂含有有机溶剂,低毒,贮存及使用时,应注意环境通风。
2、若胶液变稠,可加入适量专用稀释剂进行稀释。
3、胶液勿与水接触,被粘物表面一定要干燥,否则会影响固化作用和粘接强度。
4、超过贮存期经检验合格后,仍可使用。
